
我们可以设定报警时的打滑率>10%,如果打滑率长时间>10%,则滚筒表面的温度将会上升;如果短时间打滑,则不会造成起动延时,起动时皮带的打滑较高。这段时间较短,根据徐州矿务局庞庄矿皮带机司机介绍,起动分为三步,每步时间间隔为10S,共计30S。30S后皮带达到正常转速,因此打滑测量电路可在皮带机起动后1min开始工作。
正常运行时偶然打滑的剔除。正常运行时,皮带机也有可能因负载变动或其它原因出现偶然打滑。为了剔除这种偶然打滑产生的误报警。可在监测系统监测到打滑信号(滑差率>10%)后延时20S报警(不停机)。如果20S内打滑信号消失,则可不报警;如打滑信号超过20S,则持续报警,直到值班司机检查处理后再停止报警;若报警持续5min,而值班司机仍未处理,则应控制停机。
2.2 从动滚筒打滑监测方案
从动滚筒打滑的主要原因是滚筒轴承损坏卡死或转动不灵活,这时皮带相对滚筒就会出现打滑现象。从动滚筒打滑的监测可通过测量皮带相对滚筒表面的滑差率。正常情况下,从动滚筒(机尾滚筒)上下两侧皮带的张力基本相等(不考虑轴承的滚动摩擦力),皮带相对于滚筒表面的滑差率近似为0,但是一旦轴承损坏,滚筒运转不灵,这时皮带相对于从动滚筒的滑差率将上升,可规定滑差率>10%为报警阈值。
从动滚筒上皮带相对于滚筒的滑差率可通过分别测量皮带的线速度与从动滚筒表面的线速度来进行。从动滚筒线速度的测量方法如下:
(1)在从动滚筒的轴端贴一圆盘,在圆盘上的外缘部位开一个小槽,将4×3.3×1.5mm3的小磁片用胶粘在槽内,将圆盘用三个螺钉固定到轴端(如图1(a))。
(2)将原来的轴承端盖去掉,换上一个自制的轴承端盖,在端盖上安装一个霍尔磁敏传感器,轴每转一周,霍尔传感器则接收到一个脉冲信号,只要记录出每秒内接收到的脉冲数,即可算出从动滚筒的转速,也就能得出滚筒的线速度。图1(b)是传感器的安装位置。因此,只需测出滚筒轴端传感器每秒接收到的脉冲数,以及一定长度皮带上所接收到的脉冲数,即可判断从动滚筒上皮带的滑差率。
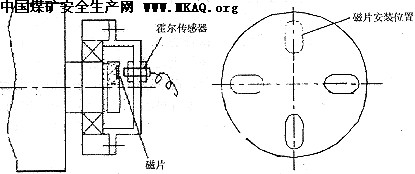
图1 霍尔传感器的安装
3 托辊温升监测
前面已经分析过,托辊温升的主要原因是托辊轴承卡死,皮带在托辊上摩擦使托辊温度上升,再加上托辊周围有煤粉包围,散热不好。因此,托辊在停机后,就易于烤着皮带及周围的煤粉,造成火灾。
我们对几种材料的着火温度进行试验的结果如下:
3.2 温度传感器的选择及测温方案设计
托辊温度监测只需要监测托辊表面温度是否到达危险温度,如果没有到达危险温度,则即不用报警,也不必显示托辊表面温度的数值。因此,温度传感器最好选择开关型的。为此,我们选择了记忆合金作为温敏元件,制定记忆合金的变形温度为110℃。当传感器内部温度达110℃以上时,说明托辊表面达290℃~300℃,此时记忆合金应该变形,从而发出信号。本传感器中选择记忆温度为110℃的记忆簧作为温敏元件,弹簧材料为镍铝铜合金,弹簧外径为






